|
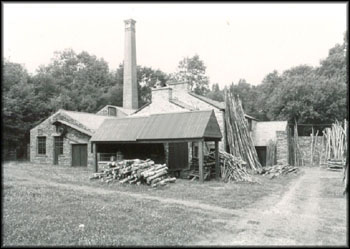
Stott Park Bobbin Mill
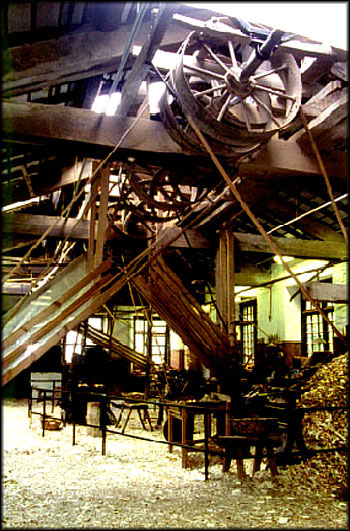
Lineshaft at Stott Park Bobbin Mill
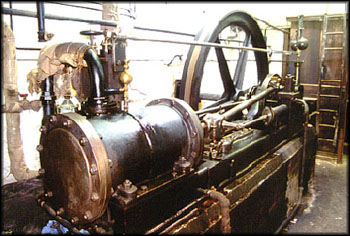
Cornish Boiler by I & B Umpleby Dated 1880
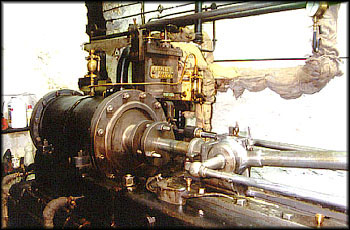
15-1/4" Diameter Cylinder X 1' 11" Stroke
Overview from the Crank End
Watt Type Governor Driven by a Drag Link and Gearing from the Crank Pin |
Introduction From the earliest times of textile manufacture to the present day, thread has been wound onto cylindrical reels known as bobbins. These range in size from the small domestic cotton reels, familiar to us all, to the considerably larger bobbins required in the textile industry. As the textile industry developed thread bobbins were usually bought in, in vast quantities, from specialist manufacturers. South Cumbria, with its huge acreage of coppiced woodland which had been farmed for use in charcoal burning, hoop, swill (basket) and gunpowder making was an area particularly suited to the production of these bobbins. Indeed, such was the suitability of the area that more than sixty bobbin mills were active. Today, bobbins are still required but they have been almost universally replaced by plastics or other modern materials produced by high speed automatic processes in a few factories employing a handful of employees. The old Cumbrian mills are mostly fading memories and the industry is deceased. However, for those interested in industrial history it is still possible to see how wooden bobbins were produced. Fortunately, Stott Park, one of Lakeland's medium-sized bobbin mills has survived virtually unaltered since the turn of the century. Entering the mill is literally a step backwards in time. With the exception of the electric motors installed in 1941 it is claimed that the youngest piece of production machinery dates from 1927! Stott Park Bobbin Mill is situated near the south-west end of Lake Windermere in an idyllic setting well within walking distance (½-mile or 800m) of the Lakeside steamer pier and eastern terminus of the Haverthwaite-Lakeside railway. The mill is a remarkable survival containing all of its production machinery from the time it closed in 1971 until being taken into the care of English Heritage in 1983 and subsequently opened to the public as a working museum. Its survival for twelve years with most of its machinery untouched was remarkable, especially when one considers that for much of the time the mill was derelict it was apparently left unlocked and unguarded. History of the Mill Stott Park bobbin mill dates back to 1835 when it was built by John Harrison, an independent landed farmer, possibly on the site of a former corn mill. John's descendants had lived in the Furness area for generations and inherited Low Stott Farm and its surrounding land in the seventeenth century. Following his death, ownership passed to his brother Myles and later his widow, Elizabeth. On her death, the property was inherited by her grandson Thomas Newby Wilson, although it seems trustees ran the concern with Thomas taking little interest in the mill or land. A few years after his death in 1915 the mill was bought outright by the Coward family who had been tenants since the 1860s. The bobbin mill was never directly worked by the Harrisons, but rather it was leased to tenants, dominated by the Cowards for more than a century. The origins of the Coward family's association with bobbin manufacture can be traced back to Jeremiah Coward (1789-1871) who, originally a corn miller, developed a bobbin Mill, probably as a conversion of a corn mill, at Skelwith Bridge which was advertised to be let in 1836. By the 1840s his eldest son, John, was running the business until his death in the 1850s when Jeremiah and John's eldest son, William, took over. In the 1860s William and his mother, Elizabeth, moved to Stott Park and took over the lease as partners. Together they enlarged the mill and made many improvements to the business as time went on. Following William's marriage to Anne Youdell, who had seven children, and the arrival of a number of brothers and sisters in the area it was not long before the Coward family dominated the surrounding area. William died in 1882, at the age of 39, when the lease was taken over by his brother, John in partnership with William's wife Anne. John is said to have ruled the mill with a rod of iron and the local community relied upon him for its livelihood. Two of his sisters ran the local shop and his employees were expected to frequent it, as well as rent their cottages from him. He was well aware of his employees' earnings, the rent they paid and what they spent in the shop! Following John's death in 1917, control of Stott Park passed to William Coward's son, John, who was able to purchase the mill from the heirs of Thomas Newby Wilson in 1921 for £4,000. He continued to run it until he died in 1954 when it passed to his only son John Robert Moncrieff Coward (Bobby) who ran it until declining fortunes forced its closure in 1971. Following closure the site lay derelict for twelve years before passing into the care of English Heritage. It was particularly fortuitous for its preservation that despite the buildings not being secured little damage seems to have occurred during this time. The mill was opened to the public as a working museum during 1983, originally with the machinery being driven electrically until sufficient funds became available to restore the steam engine and turbine to operation. One particularly satisfying feature of the site is that although guarding has been added it has been done sensibly without the 'chicken wire effect' that blights some other preserved sites I can think of. |
|
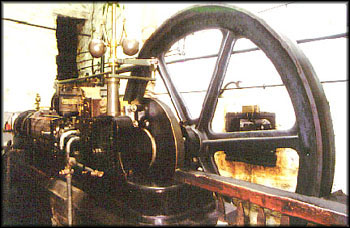
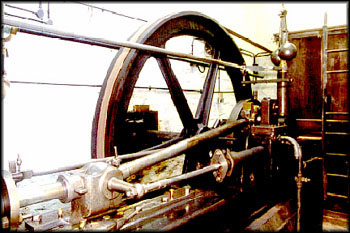
The Mill When originally built the mill consisted of a two-storey structure which contained the cutting room on the ground floor and a lathe room above. Power was originally provided by means of a water wheel with a replacement water turbine being installed by 1858. During the 1880s the mill was extended with the provision of an additional single-storey section to the rear of the existing building, together with engine and boiler rooms to one side. From this time the ground floor section of the old mill became the cutting room, the upstairs accommodated the polishing drums and a tool maker's workshop whilst the new section was employed as the lathe room. The Power Plant When built, power to the mill was provided by means of a pitch back water wheel more than 32' in diameter, advertised as being equal to sixteen horses' power. However, this proved to be insufficient for the mill's needs and additional power, in the form of a water turbine, was installed before 1858, by Williamson's of Kendal. To supply a sufficient volume of water, a stream running off Finsthwaite Heights was dammed about ½ mile to the north-west of the mill to provide a reservoir which is now known as High Dam. Another dam was built closer to the mill from which the supply could be regulated. In the 1880s, as part of the mill's extension a second-hand steam engine, rated at 20hp, was installed to provide more power. Owing to the expense of running the steam engine, or as a means of providing extra power, replacement water turbines were installed in 1890, and again in 1931 by Gilkes of Kendal. Stott Park remained steam and water powered until the early 1940s when the Cornish boiler became inoperable. This resulted in the installation of a pair of electric motors to drive the old line shafting system. We are particularly fortunate that this method of electrification was chosen, perhaps owing to limitations on materials because of the war, as it resulted in the original lineshaft system being retained to power the machinery, an arrangement that was to remain until the mill's closure. The Steam Engine The engine was installed when power from the existing water turbine became insufficient. It is said to have been acquired second-hand from Yorkshire c1880. It is a basic horizontal single cylinder condensing engine fitted with a simple slide valve. The slide valve cover and brass strips attached to the throttle valve housing both proclaim the maker's name as Wm. Bradley, Gooder Lane Ironworks, Brighouse. The cylinder is 15¼" in diameter with a stroke of 1'11". Its unusual diameter might indicate the claim of it being second-hand is accurate and that it was subjected to re-boring before installation at Stott Park. Alternatively, it may be that it was re-bored at a later date, although how this was achieved with the space available in the cramped engine room is difficult to imagine. The crosshead is of the single slipper type and the connecting rod drives onto a disc crank. The flywheel, cast in one piece, is 7' 10" in diameter and has six cruciform spokes. Speed control is maintained by means of a throttle valve controlled by a Watt-type flyball governor driven by means of a drag link and gearing from the crank-pin. This is set to govern the engine to 85 rpm. Lubrication was originally provided by a cup lubricator mounted on the un-lagged cylinder together with small tank lubricators mounted above the crankshaft bearings. In more recent times an additional single point mechanical lubricator has been added to feed oil into the steam line. Boiler feed water was provided by a small pump mounted alongside the engine bed and driven from a pin on the crosshead. Since restoration the pipework to the pump has been disconnected as it is no longer required to supply the boiler. Steam was originally raised in a Cornish boiler located in a room to the rear of the engine house. This was by I & B Umpleby and is dated 1880. The pressure gauge is red-lined at 70 and 40 psi. The working pressure was presumably lowered during the life of the boiler. The firing floor was arranged lower than the lathe room floor so that wood waste could be simply swept in before being shovelled into the single furnace. Today steam is raised in a vertical boiler built by Coltman of Loughborough, dating from 1971. This has been installed since the mill was opened to the public and is tucked away behind the original boiler house. A gauge in the engine room is red-lined at 50 psi but the engine is capable of running at pressures rather lower than that. When seen in 1986, a gauge in the engine house was red-lined at 40 psi, corresponding to the lower pressure on the original boiler. Since restoration the engine has been fitted with safety devices designed to provide for a fast emergency stop. The main alteration has been the provision of a weight operated brake which acts upon the flywheel rim when released by means of an electromagnetic switch. Bobbin Manufacture Originally bobbins were often fabricated from three pieces of wood, the barrel and two separate end pieces which would be glued or stapled together. However, as demand grew conditions were right for inventive minds to devise more efficient solutions to their production. Advances in production machinery, principally by Braithwaite of Crook and Fell of Windermere allowed the production of single piece bobbins as produced at Stott Park. Preparation of the Raw Material The raw material for bobbin making, wood, was provided from 350 acres of coppiced woodland owned by Stott Park together with supplies purchased as required from wood cutters who bought the rights to harvest woodland from other land owners. Locally the coppiced trees were often cut low to encourage growth of multiple shoots rather than a thicker single trunk. These shoots were usually allowed to grow for about fifteen years before harvesting by cutting back and then left to grow once more. Wood was supplied to the mill in the form of poles in lengths of up to 25 feet. They were cut into manageable lengths on a saw bench located outside the mill, belt-driven from a pulley mounted on the gable end of the mill. Before processing, the wood was allowed to season for a period of about twelve months. To reduce cracking during seasoning small sections of bark were stripped, 'peeled', to help even drying. In earlier years it had been normal to strip all of the bark as this was a valuable byproduct sold to the tanning industry. The Saw Mill Once seasoned, the poles were ready to be turned into bobbins, or other products when demand for bobbins was low. They were sorted into two types, 'Tops' - pole sections which could be turned down to bobbins directly on a lathe and 'blocking' wood - those sections from the base of trees which were of sufficiently large diameter to be able to produce multiple bobbins from the same section 'cake'. In the case of the latter, cakes were first cut on saw horses to the desired length before cylindrical 'roughs' were cut and 'bored' on a 'blocking machine'. The current blocker, built by Whites of Paisley, dates from 1927 when it was installed as a replacement for an earlier machine. The machine carries a pair of independently operated vertical tubular saws allowing two operators to each produce between three and five thousand blanks per day. As installed the machine was completely unguarded with the cake being held in place by the machine operator alone. Not surprisingly injuries were common and anyone employed to work on the machine could consider himself very lucky not to lose one or more finger tips, at best, sometime. Poles suitable for cutting into single bobbin blanks were cut into the required lengths on a pair of saw benches. The workmen on these benches were capable of sawing up to five thousand pieces per day. It is estimated that the cutting room could, at full production, turn out something in the region of 250,000 pieces per week!! Once cut, the blanks were collected into baskets, locally called 'swills', which were the principle means of transporting work between the various machines in the mill. Like the bobbins, these were also made from wood products in the Lakeland area. The Lathe Shop After blocking or sawing the blanks were taken into the lathe shop for turning into the finished product. Producing a bobbin from blank to finished product could include boring, 'roughing', drying, finishing and polishing. Entering the lathe shop the visitor is presented the spectacle of a stunning array of flat-belt drives running in all directions from an overhead lineshaft running down the centre of the building. From these belts not less than ten lathes, several bench mounted drills and a pair of automatic boring machines are driven through fast and loose pulleys. In the Lathe Shop the blanks were turned into 'roughs' and finally finished bobbins. The blanks which had been cut by hand were bored, either on automatic boring machines, as in the case of the smaller diameter bobbins, or, for the larger sizes, on bench mounted drills. This latter operation, necessary for all of the larger blanks not produced on the blocker, was particularly hazardous as they were bored by the operator holding them against the belt driven horizontal drill. The presence of a knot or foreign object could easily cause the blank to split or jolt the work with a risk of serious injury to the machine operator. Watching the automatic boring machines in operation is quite fascinating. These belt driven machines were built in the 1880s by Braithwaite of Kendal and are of the double spindle type, each capable of boring two bobbins simultaneously. The machines are fully automatic, following a fixed program controlled by profiled cams and gears which cause the drills to bore the work in two or three passes to ensure that waste does not spoil the bobbin. Once bored the blanks were mounted on roughing lathes where the basic familiar bobbin shape would be turned. The earliest of these have an ancient appearance with worn wooden frames, metal only being used for the working parts. Some of them are thought to date from the opening of the mill. They are designed for two handed operation, the right to pull a facing tool across the end of the bobbin, and the left hand to pull down the tool which first stripped off the bark, where necessary, and secondly cut the familiar barrel shape into the bobbin. This operation left the flanges and barrel of the bobbin about ¼" oversize allowing for final turning on the finishing lathes. All of the lathes in the mill are said to have been made by W.A. Fell of Windermere, one of the firms credited with much of the successful development of the specialised woodworking lathes that made factory production of bobbins more efficient. This firm survived until as recently as 1994 when the firm was closed down after its takeover by a larger concern. After roughing the partially completed bobbins were allowed to dry for about two days before finishing. They were placed in racks above the boiler room, or elsewhere in the mill. Finishing was accomplished on another set of lathes in the same shop. These were similar to some of the more modern roughing lathes but were fitted with tooling designed to give a higher quality of cutting. Although these lathes were primarily designed for cutting thread bobbins, they were quite flexible and could be tooled to produce a very saleable range of alternative products. The last operation required before the bobbins were despatched was carried out on the upper floor of the saw mill where a pair of rotating wooden barrels are located. Into these were placed the finished bobbins for polishing with a lump of paraffin wax which after rotating for about half an hour would leave the bobbins with a varnish like finish. For special orders it was also possible to dye bobbins to a customer's requirements before polishing. Like the rest of the machinery, these waxing barrels were belt driven and controlled through fast and loose pulleys. Once polished the completed bobbins were tipped out onto a sloping wooden table where they were allowed to tumble down a ramp into a hessian sack. When nearly full a gate was dropped across the end of the tray until the sack was changed for an empty one. Despatch was completed with weighing and delivery of the majority of the sacked goods to Lakeside station for transport to the mill's customers. Alternative Products One of the reasons Stott Park was able to survive longer than the majority of its contemporaries was its ability to produce bobbins, or other turned products, for other industries during times when demand from the textile mills ebbed. Some of their products included bobbins for winding electrical fuse wire; tool handles, including types suitable for picks, hammers and axes; toggles for navy great coats were a popular product during the years of the last war. Towards the end of the mill's commercial life, spacers for guttering and down pipe brackets for the building industry were the main product. Stott Park Bobbin Mill Today For the visitor a visit to the mill is a step backwards in time. The site is little changed from when it ceased work in 1971. Its conservation has been done without destroying the feel of a nineteenth century factory and the guarding, although adequate remains sensible. The tours are conducted by guides who are enthusiastic and knowledgeable. It is particularly enjoyable to visit a site where visitors' questions are answered readily and the tours paced at a speed appropriate to the interest of the group. Most of the machinery can be demonstrated in motion producing the mill's primary product, thread bobbins. In addition to the guided tours there is a exhibition describing the history of bobbin making, and the people involved, in one of the drying barns adjacent to the mill. Opening Times Stott Park Bobbin Mill is open 1st April to 31st October, daily from 10:00 until 17:45 (last admission 17:00). Access to the mill is normally by guided tour only. These last 30 to 45 minutes, depending on the enthusiasm of the guide and visitors, and are most informative. Please note, if you wish to see the steam engine in operation you should plan your visit for a Tuesday, Wednesday or Thursday when it runs between 10:30 and 15:30. Occasionally the water turbine is run if sufficient water is available. However, a telephone call to the mill on 015395-31087 will inform you if there are any plans to steam the engine on other days and is advisable to ensure that the machinery will run on the day of your intended visit. Acknowledgements I am indebted to the guides at Stott Park for providing most of the information used in this article. Special thanks are also due to Mr. Mike Nield, Curator at Stott Park, for providing additional details as they were requested Interested readers might also find the English Heritage booklet 'Stott Park Bobbin Mill' a worthy addition to their libraries. This is available directly from the Mill at around £2.00. |
|

 William Bradley Engine at Stott
Park Bobbin Mill
William Bradley Engine at Stott
Park Bobbin Mill